
Worki retortowe powstały w wyniku badań i rozwoju miękkich puszek w połowie XX wieku. Puszki miękkie to opakowania wykonane w całości z materiałów miękkich lub pojemniki półsztywne, w których przynajmniej część ścianki lub pokrywy pojemnika wykonana jest z miękkich materiałów opakowaniowych, m.in. torby retortowe, pudełka retortowe, kiełbaski wiązane itp. Obecnie stosowana główna forma to prefabrykowane worki retortowe wysokotemperaturowe. W porównaniu z tradycyjnymi puszkami metalowymi, szklanymi i innymi twardymi, worki retortowe charakteryzują się następującymi cechami:
●Grubość materiału opakowaniowego jest niewielka, a przenoszenie ciepła jest szybkie, co może skrócić czas sterylizacji. Dlatego kolor, aromat i smak zawartości niewiele się zmieniają, a utrata składników odżywczych jest niewielka.
●Materiał opakowaniowy jest lekki i ma niewielkie rozmiary, co pozwala zaoszczędzić materiały opakowaniowe, a koszt transportu jest niski i wygodny.

●Można drukować wykwintne wzory.
●Ma długi okres przydatności do spożycia (6-12 miesięcy) w temperaturze pokojowej i jest łatwy do zamykania i otwierania.
●Nie wymaga chłodzenia, co pozwala zaoszczędzić na kosztach chłodzenia
●Nadaje się do pakowania wielu rodzajów żywności, np. mięsa i drobiu, produktów wodnych, owoców i warzyw, różnych produktów zbożowych oraz zup.
● Można go podgrzewać razem z opakowaniem, aby zapobiec utracie smaku, szczególnie nadaje się do pracy w terenie, podróży i żywności wojskowej.
Kompletna produkcja toreb do gotowania, w tym rodzaj zawartości, zapewnienie jakości poprzez kompleksowe zrozumienie projektu strukturalnego produktu, podłoża i farby, dobór kleju, proces produkcji, testowanie produktu, pakowanie i kontrola procesu sterylizacji itp., dzięki torbie do gotowania Podstawą jest projekt struktury produktu, dlatego jest to szeroka analiza, nie tylko mająca na celu analizę konfiguracji podłoża produktu, ale także dalszą analizę wydajności różnych produktów konstrukcyjnych, użytkowania, bezpieczeństwa i higieny, ekonomii i tak dalej.
1. Psucie się i sterylizacja żywności
Istoty ludzkie żyją w środowisku mikrobiologicznym, cała biosfera Ziemi istnieje w niezliczonych mikroorganizmach, żywność w rozmnażaniu drobnoustrojów przekracza pewien limit, żywność ulegnie zepsuciu i utracie przydatności do spożycia.
Przyczyną psucia się żywności są pospolite bakterie: Pseudomonas, Vibrio, oba odporne na ciepło, enterobakterie przy ogrzewaniu do 60 ℃ przez 30 minut są martwe, pałeczki kwasu mlekowego niektóre gatunki mogą wytrzymać 65 ℃, 30 minut ogrzewania. Bacillus ogólnie wytrzymuje 95-100 ℃, ogrzewanie przez kilka minut, kilka może wytrzymać 120 ℃ w ciągu 20 minut ogrzewania. Oprócz bakterii w żywności występuje również duża liczba grzybów, w tym Trichoderma, drożdże i tak dalej. Ponadto światło, tlen, temperatura, wilgoć, wartość PH itd. mogą powodować psucie się żywności, ale głównym czynnikiem są mikroorganizmy, dlatego stosowanie gotowania w wysokiej temperaturze w celu zabicia mikroorganizmów jest ważną metodą konserwacji żywności przez długi czas czas.
Sterylizację produktów spożywczych można podzielić na pasteryzację w temperaturze 72 ℃, sterylizację wrzącą w temperaturze 100 ℃, sterylizację w wysokiej temperaturze w temperaturze 121 ℃, sterylizację w wysokiej temperaturze w temperaturze 135 ℃ i natychmiastową sterylizację w ultrawysokiej temperaturze 145 ℃, a niektórzy producenci stosują inne -standardowa sterylizacja temperaturowa około 110℃. W zależności od wyboru warunków sterylizacji dla różnych produktów, w Tabeli 1 przedstawiono najtrudniejsze do zabicia warunki sterylizacji Clostridium botulinum.
Tabela 1 Czas śmierci zarodników Clostridium botulinum w zależności od temperatury
| temperatura℃ | 100 | 105 | 110 | 115 | 120 | 125 | 130 | 135 |
| Czas zgonu (minuty) | 330 | 100 | 32 | 10 | 4 | lata 80-te | 30s | 10s |
2. Charakterystyka surowca do torebek do gotowania na parze
Worki retortowe do gotowania w wysokiej temperaturze, posiadające następujące właściwości:
Długotrwała funkcja pakowania, stabilne przechowywanie, zapobieganie rozwojowi bakterii, odporność na sterylizację w wysokiej temperaturze itp.
Jest to bardzo dobry materiał kompozytowy nadający się do pakowania żywności typu instant.
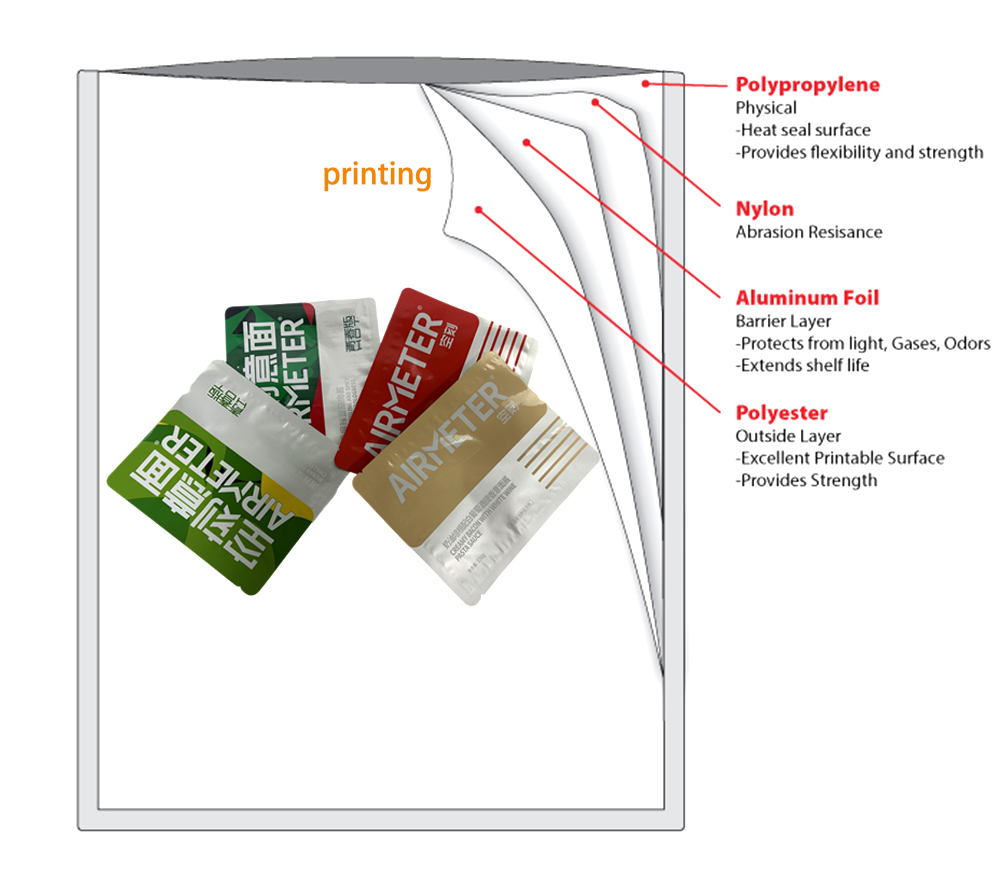
Typowy test struktury PET/klej/folia aluminiowa/klej samoprzylepny/nylon/RCPP
Wysokotemperaturowy worek retortowy o trójwarstwowej strukturze PET/AL/RCPP
INSTRUKCJA MATERIAŁÓW
(1) Folia PET
Film BOPET ma jeden znajwyższe wytrzymałości na rozciąganiewszystkich folii z tworzyw sztucznych i może zaspokoić potrzeby bardzo cienkich produktów o wysokiej sztywności i twardości.
Doskonała odporność na zimno i ciepło.Obowiązujący zakres temperatur folii BOPET wynosi 70 ℃ -150 ℃, co pozwala zachować doskonałe właściwości fizyczne w szerokim zakresie temperatur i jest odpowiedni dla większości opakowań produktów.
Doskonałe działanie barierowe.Ma doskonałą, wszechstronną barierę dla wody i powietrza, w przeciwieństwie do nylonu, na który duży wpływ ma wilgoć, jego wodoodporność jest podobna do PE, a współczynnik przepuszczalności powietrza jest wyjątkowo mały. Ma bardzo wysoką barierowość dla powietrza i zapachów i jest jednym z materiałów zatrzymujących zapach.
Odporność chemiczna, odporna na oleje i smary, większość rozpuszczalników oraz rozcieńczone kwasy i zasady.
(2) FILM BOPA
Folie BOPA charakteryzują się doskonałą wytrzymałością.Wytrzymałość na rozciąganie, wytrzymałość na rozdarcie, udarność i wytrzymałość na rozerwanie należą do najlepszych materiałów z tworzyw sztucznych.
Wyjątkowa elastyczność, odporność na dziurki, niełatwa dla zawartości przebicie, to główna cecha BOPA, dobra elastyczność, ale także sprawia, że opakowanie dobrze się czuje.
Dobre właściwości barierowe, dobre zatrzymywanie zapachu, odporność na chemikalia inne niż mocne kwasy, szczególnie doskonała odporność na olej.
Dzięki szerokiemu zakresowi temperatur roboczych i temperaturze topnienia 225°C może być używany przez długi czas w temperaturach od -60°C do 130°C. Właściwości mechaniczne BOPA zachowują się zarówno w niskich, jak i wysokich temperaturach.
Wilgotność w dużym stopniu wpływa na działanie folii BOPA, a wilgotność wpływa zarówno na stabilność wymiarową, jak i właściwości barierowe. Po wystawieniu folii BOPA na działanie wilgoci, oprócz marszczenia, zazwyczaj wydłuża się ona w poziomie. Skrócenie wzdłużne, współczynnik wydłużenia do 1%.
(3) Folia polipropylenowa CPP, odporność na wysoką temperaturę, dobre właściwości zgrzewania;
Folia CPP wylewana z folii polipropylenowej, ogólna folia do gotowania CPP wykorzystująca binarne losowe surowce kopolipropylenowe, torebka foliowa wykonana ze sterylizacji w wysokiej temperaturze 121-125 ℃ może wytrzymać 30-60 minut.
Wysokotemperaturowa folia do gotowania CPP wykorzystująca blokowe surowce kopolipropylenowe, wykonana z torebek foliowych, wytrzymuje sterylizację w wysokiej temperaturze 135 ℃, 30 minut.
Wymagania dotyczące wydajności są następujące: temperatura mięknienia Vicata powinna być wyższa niż temperatura gotowania, odporność na uderzenia powinna być dobra, dobra odporność na media, rybie oko i punkt krystalizacji powinny być możliwie najniższe.
Wytrzymuje sterylizację w trybie gotowania pod ciśnieniem 121 ℃ 0,15 MPa, prawie zachowuje kształt żywności, smak, a folia nie pęka, nie łuszczy się ani nie przylega, ma dobrą stabilność; często z folią nylonową lub kompozytem folii poliestrowej, opakowania zawierające żywność typu zupa, a także klopsiki, kluski, ryż i inne przetworzone mrożonki.
(4) Folia aluminiowa
Folia aluminiowa jest jedyną folią metalową w elastycznych materiałach opakowaniowych, folia aluminiowa jest materiałem metalowym, a jej blokowanie wody, blokowanie gazów, blokowanie światła, zachowanie smaku jest trudne do porównania z jakimkolwiek innym materiałem opakowaniowym. Folia aluminiowa jest jedyną folią metalową w elastycznych materiałach opakowaniowych. Wytrzymuje sterylizację w trybie gotowania pod ciśnieniem 121 ℃ 0,15 MPa, aby zapewnić kształt żywności, smak i folia nie pęka, nie łuszczy się ani nie przylega, ma dobrą stabilność; często z folią nylonową lub kompozytem folii poliestrowej, opakowaniami zawierającymi zupy oraz klopsiki, kluski, ryż i inne przetworzone mrożonki.
(5) ATRAMENT
Worki parowe wykorzystujące do druku atrament na bazie poliuretanu, wymagania dotyczące niskiej zawartości rozpuszczalników resztkowych, wysoka wytrzymałość kompozytu, brak odbarwień po gotowaniu, brak rozwarstwień, zmarszczek, np. temperatura gotowania przekracza 121 ℃, należy dodać określony procent utwardzacza w celu zwiększenia trwałości odporność temperaturowa atramentu.
Higiena atramentu jest niezwykle ważna, metale ciężkie takie jak kadm, ołów, rtęć, chrom, arsen i inne metale ciężkie mogą stanowić poważne zagrożenie dla środowiska naturalnego i organizmu człowieka. Po drugie, sam atrament to skład materiału, atrament różnych ogniw, pigmentów, barwników, różnorodnych dodatków, takich jak środki przeciwpieniące, antystatyczne, plastyfikatory i inne zagrożenia bezpieczeństwa. Nie należy dopuszczać do dodawania różnych pigmentów metali ciężkich, eterów glikolowych i związków estrowych. Rozpuszczalniki mogą zawierać benzen, formaldehyd, metanol, fenol, łączniki mogą zawierać wolny diizocyjanian toluenu, pigmenty mogą zawierać PCB, aminy aromatyczne i tak dalej.
(6) Kleje
Kompozyt worka retortującego na parze wykorzystujący dwuskładnikowy klej poliuretanowy, główny środek ma trzy rodzaje: poliol poliestrowy, poliol polieterowy, poliol poliuretanowy. Istnieją dwa rodzaje utwardzaczy: poliizocyjanian aromatyczny i poliizocyjanian alifatyczny. Lepszy, odporny na wysokie temperatury klej parujący ma następujące właściwości:
●Wysoka zawartość substancji stałych, niska lepkość, dobra smarowność.
●Doskonała przyczepność początkowa, brak utraty wytrzymałości na odrywanie po gotowaniu na parze, brak tunelowania w produkcji, brak zmarszczek po gotowaniu na parze.
●Klej jest bezpieczny pod względem higienicznym, nietoksyczny i bezwonny.
●Większa szybkość reakcji i krótszy czas dojrzewania (w ciągu 48 godzin dla wyrobów kompozytowych z tworzywa sztucznego i tworzywa sztucznego do 72 godzin dla produktów kompozytowych z aluminium i tworzywa sztucznego).
●Mała objętość powłoki, wysoka siła wiązania, wysoka wytrzymałość na zgrzewanie, dobra odporność na temperaturę.
●Niska lepkość po rozcieńczeniu, może pracować w stanie stałym i dobrze rozprowadzać się.
●Szeroki zakres zastosowań, odpowiedni do różnych folii.
●Dobra odporność na ciepło, mróz, kwasy, zasady, sól, olej, przyprawy itp.).
Higiena klejów rozpoczyna się od produkcji pierwszorzędowej aminy aromatycznej PAA (pierwotna amina aromatyczna), która powstaje w wyniku reakcji chemicznej pomiędzy izocyjanianami aromatycznymi a wodą w dwuskładnikowych farbach drukarskich i klejach do laminowania. PAA powstaje w wyniku izocyjanianów aromatycznych , ale nie z izocyjanianów alifatycznych, akryli lub klejów na bazie epoksydów. Obecność niedokończonych substancji o niskiej masie cząsteczkowej i pozostałości rozpuszczalników może również stanowić zagrożenie dla bezpieczeństwa. Obecność niedokończonych, niskocząsteczkowych i pozostałości rozpuszczalników może również stanowić zagrożenie dla bezpieczeństwa.
3. Główna konstrukcja torby do gotowania
Zgodnie z ekonomicznymi, fizycznymi i chemicznymi właściwościami materiału, w workach do gotowania powszechnie stosuje się następujące struktury.
DWIE warstwy: PET/CPP, BOPA/CPP, GL-PET/CPP.
TRZY Warstwy: PET/AL/CPP, BOPA/AL/CPP, PET/BOPA/CPP,
GL-PET/BOPA/CPP, PET/PVDC/CPP, PET/EVOH/CPP, BOPA/EVOH/CPP
CZTERY WARSTWY: PET/PA/AL/CPP, PET/AL/PA/CPP
Konstrukcja wielokondygnacyjna.
Folia współwytłaczana PET/EVOH /CPP, folia współwytłaczana PET/PVDC /CPP, folia współwytłaczana PA/PVDC /CPP Folia współwytłaczana PET/EVOH, folia współwytłaczana PA/PVDC
4. Analiza cech strukturalnych worka do gotowania
Podstawowa struktura worka do gotowania składa się z warstwy wierzchniej/warstwy pośredniej/warstwy zgrzewanej. Warstwa powierzchniowa jest zwykle wykonana z PET i BOPA, która odgrywa rolę wsparcia wytrzymałościowego, odporności na ciepło i dobrego drukowania. Warstwa pośrednia wykonana jest z Al, PVDC, EVOH, BOPA, która pełni głównie rolę bariery, ekranowania światła, dwustronnego kompozytu itp. Warstwa zgrzewana wykonana jest z różnych rodzajów CPP, EVOH, BOPA i tak dalej NA. Wybór warstwy zgrzewanej różnych typów CPP, współwytłaczanego PP i PVDC, folii współwytłaczanej EVOH, 110 ℃ poniżej gotowania, należy również wybrać folię LLDPE, głównie po to, aby odegrać rolę w zgrzewaniu, odporności na przebicie, odporności chemicznej, ale także niska adsorpcja materiału, higiena jest dobra.
4.1 PET/klej/PE
Strukturę tę można zmienić na PA / klej / PE, PE można zmienić na HDPE, LLDPE, MPE, oprócz niewielkiej liczby specjalnej folii HDPE, ze względu na odporność temperaturową PE, zwykle używaną w temperaturze 100 ~ 110 ℃ lub tak wysterylizowane torby; klej można wybrać spośród zwykłego kleju poliuretanowego i kleju wrzącego, nie nadaje się do pakowania mięsa, bariera jest słaba, worek będzie się marszczył po gotowaniu na parze, a czasami wewnętrzna warstwa folii skleja się ze sobą. Zasadniczo ta struktura to po prostu gotowana torebka lub pasteryzowana torebka.
4.2 PET/klej/CPP
Ta konstrukcja jest typową przezroczystą strukturą worka do gotowania, można w niej pakować większość produktów do gotowania, co charakteryzuje się widocznością produktu, można bezpośrednio zobaczyć zawartość, ale nie można go pakować, aby uniknąć światła produktu. Produkt jest twardy w dotyku, często trzeba dziurkować zaokrąglone rogi. Ta struktura produktu to zazwyczaj sterylizacja w temperaturze 121 ℃, może to być zwykły klej do gotowania w wysokiej temperaturze, może to być zwykły CPP do gotowania. Klej powinien jednak wybierać małą kurczliwość gatunku, w przeciwnym razie skurczenie się warstwy kleju w celu wprawienia farby w ruch, istnieje możliwość rozwarstwienia po parowaniu.
4.3 BOPA/klej/CPP
Są to popularne przezroczyste torby kuchenne do sterylizacji w temperaturze 121 ℃, dobrej przezroczystości, miękkiego w dotyku, dobrej odporności na przebicie. Produktu nie można stosować również ze względu na konieczność uniknięcia lekkich opakowań produktu.
Ze względu na dużą przepuszczalność wilgoci BOPA, w produktach drukowanych na parze występuje łatwe do wytworzenia zjawisko przepuszczalności kolorów, zwłaszcza czerwona seria przenikania atramentu na powierzchnię, przy produkcji atramentu często trzeba dodać utwardzacz, aby temu zapobiec. Ponadto, ze względu na atrament w BOPA, gdy przyczepność jest niska, ale także łatwo jest wytworzyć zjawisko antyadhezyjne, szczególnie w środowisku o wysokiej wilgotności. Półprodukty i gotowe worki w procesie przetwarzania muszą być zgrzewane i pakowane.
4.4 KPET/CPP, KBOPA/CPP
Struktura ta nie jest powszechnie stosowana, przezroczystość produktu jest dobra, ma wysokie właściwości barierowe, ale można go stosować tylko do sterylizacji poniżej 115 ℃, odporność na temperaturę jest nieco gorsza, a co do jego zdrowia i bezpieczeństwa istnieją wątpliwości.
4,5 PET/BOPA/CPP
Ta struktura produktu charakteryzuje się wysoką wytrzymałością, dobrą przezroczystością, dobrą odpornością na przebicie, ze względu na PET, różnica w szybkości skurczu BOPA jest duża, zwykle stosowana w temperaturze 121 ℃ i poniżej opakowania produktu.
Zawartość opakowania jest bardziej kwaśna lub zasadowa w przypadku wyboru tej struktury produktów, zamiast stosowania struktury zawierającej aluminium.
Zewnętrzną warstwę kleju można wykorzystać do wybrania kleju gotowanego, co pozwala odpowiednio obniżyć jego koszt.
4,6 PET/Al/CPP
Jest to najbardziej typowa nieprzezroczysta struktura worka do gotowania, w zależności od różnych atramentów, kleju, CPP i temperatury gotowania od 121 ~ 135 ℃.
PET/tusz jednoskładnikowy/klej wysokotemperaturowy/Al7µm/klej wysokotemperaturowy/struktura CPP60µm może osiągnąć wymagania gotowania 121 ℃.
PET/tusz dwuskładnikowy/klej wysokotemperaturowy/Al9µm/klej wysokotemperaturowy/struktura CPP70µm w wysokiej temperaturze może być wyższa niż temperatura gotowania 121 ℃, a właściwości barierowe są zwiększone, a okres przydatności do spożycia wydłużony, co może być dłuższy niż rok.
4,7 BOPA/Al/CPP
Struktura ta jest podobna do powyższej struktury 4.6, ale ze względu na dużą absorpcję wody i skurcz BOPA, nie nadaje się do gotowania w wysokiej temperaturze powyżej 121 ℃, ale odporność na przebicie jest lepsza i może spełnić wymagania 121 ℃ gotowanie.
4.8 PET/PVDC/CPP, BOPA/PVDC/CPP
Ta struktura bariery produktu jest bardzo dobra, nadaje się do sterylizacji w temperaturze 121 ℃ i następującej po niej sterylizacji w temperaturze, a tlen ma wysokie wymagania barierowe dla produktu.
PVDC w powyższej strukturze można zastąpić EVOH, który również ma wysokie właściwości barierowe, ale jego właściwości barierowe wyraźnie zmniejszają się, gdy są sterylizowane w wysokiej temperaturze, a BOPA nie może być stosowany jako warstwa powierzchniowa, w przeciwnym razie właściwości barierowe gwałtownie spadają wraz ze wzrostem temperatury.
4,9 PET/Al/BOPA/CPP
Jest to wysokowydajna konstrukcja torebek kuchennych, które mogą zapakować praktycznie każdy produkt do gotowania, a także wytrzymują temperaturę gotowania od 121 do 135 stopni Celsjusza.
Struktura I: PET12µm/klej wysokotemperaturowy/Al7µm/klej wysokotemperaturowy/BOPA15µm/klej wysokotemperaturowy/CPP60µm, ta struktura ma dobrą barierę, dobrą odporność na przebicie, dobrą zdolność pochłaniania światła i jest swego rodzaju doskonałym 121 ℃ torba do gotowania.

Struktura II: PET12µm/klej wysokotemperaturowy/Al9µm/klej wysokotemperaturowy/BOPA15µm/klej wysokotemperaturowy/klej wysokotemperaturowy CPP70µm, ta struktura, oprócz wszystkich właściwości użytkowych struktury I, ma charakterystykę 121 ℃ i powyżej gotowania w wysokiej temperaturze. Struktura III: PET/klej A/Al/klej B/BOPA/klej C/CPP, ilość kleju w kleju A wynosi 4g/㎡, ilość kleju w kleju B wynosi 3g/㎡, a ilość kleju w klej C wynosi 5-6 g/㎡, co może spełnić wymagania i zmniejszyć ilość kleju kleju A i kleju B, co może odpowiednio obniżyć koszty.
W drugim przypadku klej A i klej B są wykonane z kleju o lepszej temperaturze wrzenia, a klej C jest wykonany z kleju odpornego na wysokie temperatury, który może również spełnić wymagania wrzenia w temperaturze 121 ℃, a jednocześnie obniżyć koszty.
Struktura IV: PET/klej/BOPA/klej/Al/klej/CPP, ta struktura jest w pozycji przełączonej BOPA, ogólna wydajność produktu nie zmieniła się znacząco, ale wytrzymałość BOPA, odporność na przebicie, wysoka wytrzymałość kompozytu i inne korzystne cechy , nie dały pełnego odtworzenia tej konstrukcji, dlatego też zastosowania stosunkowo niewielu.
4.10 PET/współwytłaczany CPP
Współwytłaczany CPP w tej strukturze ogólnie odnosi się do 5-warstwowego i 7-warstwowego CPP o wysokich właściwościach barierowych, takich jak:
PP/warstwa wiążąca/EVOH/warstwa wiążąca/PP;
PP/warstwa wiążąca/PA/warstwa wiążąca/PP;
PP/warstwa związana/PA/EVOH/PA/warstwa związana/PP itp.;
Dlatego zastosowanie współwytłaczanego CPP zwiększa wytrzymałość produktu, zmniejsza pękanie opakowań podczas odkurzania, wysokiego ciśnienia i wahań ciśnienia oraz wydłuża okres retencji dzięki poprawionym właściwościom barierowym.
Krótko mówiąc, struktura odmian torebek do gotowania w wysokiej temperaturze, powyższa analiza jest jedynie wstępną analizą pewnej wspólnej struktury, wraz z rozwojem nowych materiałów i nowych technologii pojawi się więcej nowszych konstrukcji, dzięki czemu opakowanie do gotowania będzie miało większy wybór.
Czas publikacji: 13 lipca 2024 r


